

|
| एमओक्यू: | 1 |
| कीमत: | To be quoted |
| मानक पैकेजिंग: | सुरक्षा गत्ते का डिब्बा पैक या प्लाईवुड बॉक्स |
| वितरण अवधि: | 20 कार्य दिवसों |
| भुगतान विधि: | टी/टी |
| आपूर्ति क्षमता: | 1000 पीसी |
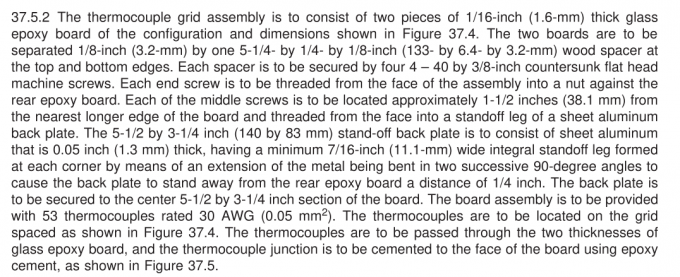
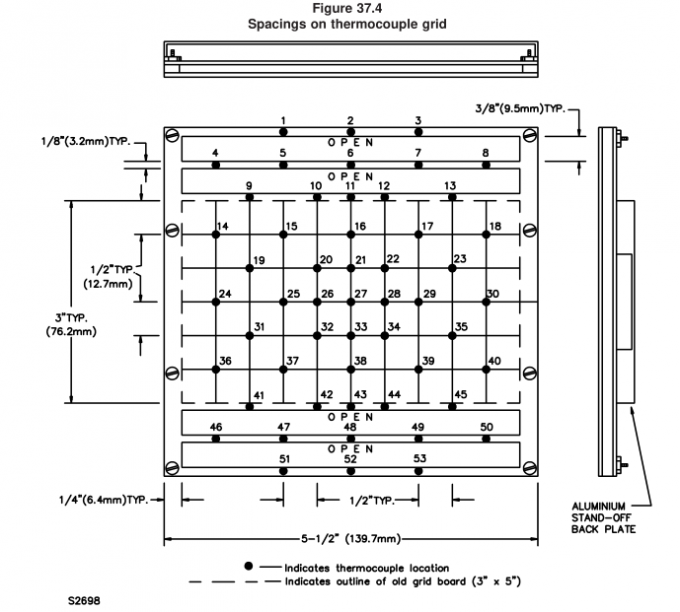
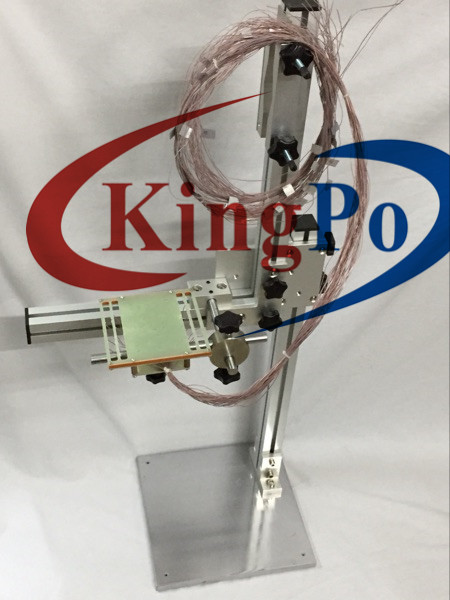
थर्मोकपल ग्रिड असेंबली में चित्रा 44.4 में दिखाए गए कॉन्फ़िगरेशन और आयामों के 1/16-इंच (1.6-मिमी) मोटी ग्लास एपॉक्सी बोर्ड के दो टुकड़े शामिल हैं। दो बोर्डों को 1/8-इंच (3.2-मिमी) एक 5-1 / 4- से 1/4 से 1/8-इंच (133- द्वारा 6.4- 3.2-मिमी) लकड़ी के स्पेसर द्वारा अलग किया जाना है। ऊपर और नीचे किनारों। प्रत्येक स्पेसर को 4 4 -40 द्वारा 3/8-इंच काउंटरसंक फ्लैट हेड मशीन शिकंजा द्वारा सुरक्षित किया जाना है। प्रत्येक अंत पेंच को विधानसभा के चेहरे से रियर एपॉक्सी बोर्ड के खिलाफ एक नट में पिरोया जाना है। मध्य शिकंजा में से प्रत्येक को बोर्ड के निकटतम लंबे किनारे से लगभग 1-1 / 2 इंच (38.1 मिमी) स्थित होना चाहिए और चेहरे से शीट एल्यूमीनियम बैक प्लेट के गतिरोध पैर में पिरोया जाना चाहिए। 5-1 / 2 द्वारा 3-1 / 4 इंच (140 बाय 83 मिमी) स्टैंड-ऑफ बैक प्लेट शीट एल्यूमीनियम हैट से मिलकर 0.05 इंच (1.3 मिमी) मोटी है, जिसमें न्यूनतम 7/16-इंच (11.1) है -एमएम) धातु के विस्तार के माध्यम से प्रत्येक कोने पर व्यापक इंटीग्रल स्टैंडऑफ लेग का गठन किया गया है, जो दो क्रमिक 90-डिग्री कोणों में मुड़ा हुआ है, जिससे पीछे की प्लेट 1/4 इंच की दूरी पर पीछे की प्लेट से दूर खड़ी हो सकती है। बोर्ड के 3-1 / 4 इंच सेक्शन के पीछे की प्लेट को 5-1 / 2 केंद्र पर सुरक्षित करना है। बोर्ड असेंबली को 53 AWocouples के साथ 30 AWG (0.05 mm2) रेटिंग प्रदान की जानी है। चित्र 44.4 में दिखाए गए अनुसार ग्रिड पर थर्मोक्यूल्स स्थित होने चाहिए। थर्मोकपल को ग्लास एपॉक्सी बोर्ड की दो मोटाई के माध्यम से पारित किया जाना है, और थर्मोकपल जंक्शन को एपॉक्सी सीमेंट का उपयोग करके बोर्ड के चेहरे पर सीमेंट करना है, जैसा कि चित्र 44.5 में दिखाया गया है।

|
|
| एमओक्यू: | 1 |
| कीमत: | To be quoted |
| मानक पैकेजिंग: | सुरक्षा गत्ते का डिब्बा पैक या प्लाईवुड बॉक्स |
| वितरण अवधि: | 20 कार्य दिवसों |
| भुगतान विधि: | टी/टी |
| आपूर्ति क्षमता: | 1000 पीसी |
थर्मोकपल ग्रिड असेंबली में चित्रा 44.4 में दिखाए गए कॉन्फ़िगरेशन और आयामों के 1/16-इंच (1.6-मिमी) मोटी ग्लास एपॉक्सी बोर्ड के दो टुकड़े शामिल हैं। दो बोर्डों को 1/8-इंच (3.2-मिमी) एक 5-1 / 4- से 1/4 से 1/8-इंच (133- द्वारा 6.4- 3.2-मिमी) लकड़ी के स्पेसर द्वारा अलग किया जाना है। ऊपर और नीचे किनारों। प्रत्येक स्पेसर को 4 4 -40 द्वारा 3/8-इंच काउंटरसंक फ्लैट हेड मशीन शिकंजा द्वारा सुरक्षित किया जाना है। प्रत्येक अंत पेंच को विधानसभा के चेहरे से रियर एपॉक्सी बोर्ड के खिलाफ एक नट में पिरोया जाना है। मध्य शिकंजा में से प्रत्येक को बोर्ड के निकटतम लंबे किनारे से लगभग 1-1 / 2 इंच (38.1 मिमी) स्थित होना चाहिए और चेहरे से शीट एल्यूमीनियम बैक प्लेट के गतिरोध पैर में पिरोया जाना चाहिए। 5-1 / 2 द्वारा 3-1 / 4 इंच (140 बाय 83 मिमी) स्टैंड-ऑफ बैक प्लेट शीट एल्यूमीनियम हैट से मिलकर 0.05 इंच (1.3 मिमी) मोटी है, जिसमें न्यूनतम 7/16-इंच (11.1) है -एमएम) धातु के विस्तार के माध्यम से प्रत्येक कोने पर व्यापक इंटीग्रल स्टैंडऑफ लेग का गठन किया गया है, जो दो क्रमिक 90-डिग्री कोणों में मुड़ा हुआ है, जिससे पीछे की प्लेट 1/4 इंच की दूरी पर पीछे की प्लेट से दूर खड़ी हो सकती है। बोर्ड के 3-1 / 4 इंच सेक्शन के पीछे की प्लेट को 5-1 / 2 केंद्र पर सुरक्षित करना है। बोर्ड असेंबली को 53 AWocouples के साथ 30 AWG (0.05 mm2) रेटिंग प्रदान की जानी है। चित्र 44.4 में दिखाए गए अनुसार ग्रिड पर थर्मोक्यूल्स स्थित होने चाहिए। थर्मोकपल को ग्लास एपॉक्सी बोर्ड की दो मोटाई के माध्यम से पारित किया जाना है, और थर्मोकपल जंक्शन को एपॉक्सी सीमेंट का उपयोग करके बोर्ड के चेहरे पर सीमेंट करना है, जैसा कि चित्र 44.5 में दिखाया गया है।
पता
आरएम सी, 13 / एफ, हार्वर्ड वाणिज्यिक भवन, 105-111 थॉमसन रोड, वान चै, एच.के.
टेलीफोन
86-769- 81627526
ईमेल
sales@kingpo.hk

